為了確保
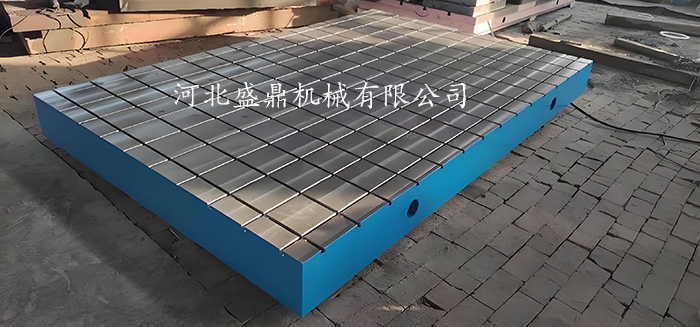
鑄鐵t型槽平臺在開槽和選擇原材料過程中不影響其使用強度和壽命,需要考慮以下幾個方面:
1. 選擇合適的原材料
材料選擇:鑄鐵T型槽平臺通常采用高強度灰鑄鐵HT200、HT250,或球墨鑄鐵,因為這些材料具有良好的耐磨性、抗壓強度和減震性能,能夠承受機械加工中的較大負荷。
灰鑄鐵(HT200、HT250):這是常見的鑄鐵平臺材料,具有較高的硬度和良好的耐磨性,同時能提供良好的吸震性,減少加工時的震動。
球墨鑄鐵:球墨鑄鐵具有比灰鑄鐵高的強度和韌性,適用于需要高承載能力的平臺。
材料純度與均勻性:選用材質(zhì)均勻、無明顯雜質(zhì)或缺陷的鑄鐵原料,能夠確保平臺的強度和耐久性。材料中的雜質(zhì)或氣孔會削弱平臺的結(jié)構(gòu),縮短其使用壽命。
2. T型槽的設(shè)計與開槽方法
開槽是影響T型槽平臺使用強度的關(guān)鍵步驟,合理的設(shè)計和加工工藝能有效保護平臺的強度和壽命。
T型槽布局:
均勻分布:T型槽應(yīng)合理分布,避免槽與槽之間的間距過小,否則會削弱平臺整體的結(jié)構(gòu)強度。通常,T型槽的數(shù)量應(yīng)根據(jù)平臺的用途合理設(shè)計,間距應(yīng)保平臺有足夠的支撐力。
槽深與平臺厚度:T型槽的深度不應(yīng)超平臺厚度的50%-60%。如果槽過深,會顯著降低平臺的強度,導(dǎo)致承載能力下降或平臺易變形。
槽寬與公差:槽寬的加工應(yīng)保與T型螺栓的尺寸相匹配,公差要控制在嚴(yán)格范圍內(nèi),避免因過松或過緊而影響使用效果或?qū)е戮植繎?yīng)力集中。
開槽方法:
數(shù)控加工:使用數(shù)控銑床進行T型槽的加工,能確保槽的精度和一致性,避免槽壁不平整或表面粗糙。高精度的開槽能夠確保平臺在使用過程中保持良好的穩(wěn)定性。
切削速度與冷卻:鑄鐵開槽時應(yīng)使用合適的切削速度,防止過熱導(dǎo)致材料局部軟化或開裂。使用冷卻液可以有效降低切削時的溫度,減少熱應(yīng)力。
3. 熱處理與消除內(nèi)應(yīng)力
時效處理:鑄造完成后,鑄鐵平臺需要經(jīng)過自然時效或人工時效,以消除鑄造過程中產(chǎn)生的內(nèi)應(yīng)力。內(nèi)應(yīng)力如果沒有充分釋放,可能會導(dǎo)致平臺在使用過程中出現(xiàn)變形或開裂,影響其使用壽命和精度。
自然時效:將鑄鐵平臺放置于室外,經(jīng)過長時間(通常幾個月或更長時間)的自然環(huán)境溫度變化,逐漸釋放內(nèi)應(yīng)力。
人工時效:通過加熱和冷卻的方式進行熱處理,快速消除內(nèi)應(yīng)力,通常在500-600°C的溫度下保溫一段時間,然后緩慢冷卻。
退火處理:在加工前對鑄件進行退火處理,能夠進一步提高材料的韌性和均勻性,減少鑄件加工中的開裂或變形風(fēng)險。
4. 平臺的加工精度與平面度控制
精度要求:T型槽平臺的加工精度直接影響其使用性能。平臺的平面度應(yīng)控制在相關(guān)標(biāo)準(zhǔn)范圍內(nèi)(如GB標(biāo)準(zhǔn)),通常按0級、1級、2級等精度等級劃分。高的平面度意味著平臺表面更加平整,有助于減少加工誤差。
平面磨削:在鑄鐵平臺的加工中,表面的磨削工藝應(yīng)確保平臺達到規(guī)定的平面度和光潔度標(biāo)準(zhǔn)。高精度的平面加工能夠保平臺的平整度和使用效果,防止局部受力過大而引發(fā)變形。
5. 合理使用和維護
均勻載荷:使用過程中應(yīng)盡量保平臺承受的載荷均勻分布,避免單點或局部承載過大,以免平臺產(chǎn)生局部變形或損壞。
定期保養(yǎng):鑄鐵平臺應(yīng)避免接觸腐蝕性物質(zhì),并定期進行除銹和防護,延長使用壽命。
總結(jié)
在
鑄鐵T型槽平臺的開槽和材料選擇過程中,要從材料強度、開槽設(shè)計、加工工藝和應(yīng)力處理等方面綜合考慮,確保平臺在保持高強度的同時具備足夠的使用壽命。





平臺-鑄鐵平臺|鑄鐵平板")